After almost completeing the conversion to the T5 transmission, I thought I had better check
the alignment of my Offenhauser bell housing to the block. the first thing to do was devise a way
to attach the dial indicator to the clutch pressure plate. Usually the easiest way is to use a
magnetic clamp to the flywheel but I didn't want to remove the clutch if I didn't have to. So I
used a piece of bar stock with two 1/4 inch capscrews with large washers to clamp to the pressure
plate and a short length of 1/4 inch threaded rod bolted to the bar stock. A 1/4 inch clevis joined
the dial indicator to the rod.


The usual way to check for alignment is to rotate the engine and find the lowest and highest readings around the bell housing
opening. As I was working mostly by myself, and couldn't read the indicator while turning the crank, I checked the vertical
alignment and then the horizontal. My TIR (Total Indicator Reading) was .017 inches vertical and .012 inches horizontal.
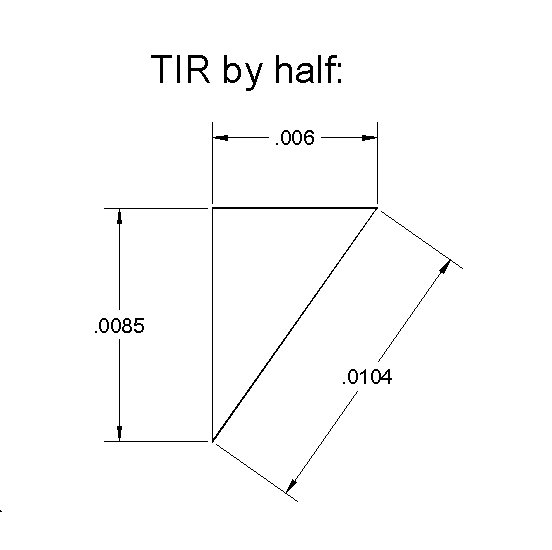
The amount of misalignment is half of the reading; in my case .0085 and .006 inches. The maximum is .005 from what I found on searching
the internet.


In order to move the bell housing into alignment it needed to move at an angled distance of one half the TIR; or .0085 horizontal
and .006 vertical. This triangle shows that the angled distance to move should be about .0104. Remember your trigonometry?
To move the bellhousing required a dowel with an offset of .0104. I am fortunate to be able to make my own with my lathe as I
don't know of anyone making offset dowels for flathead Ford V8s.
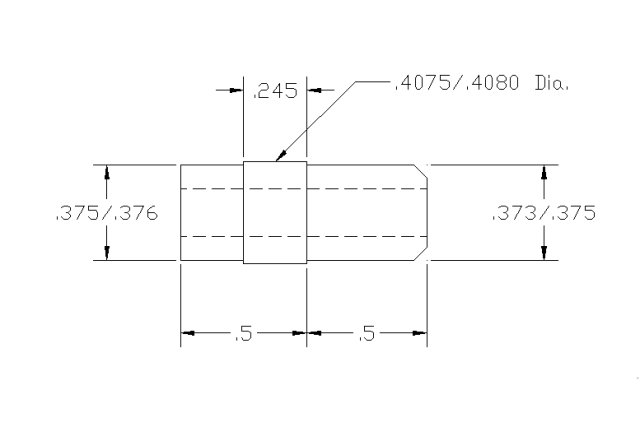
Here is a drawing with dimensions; note that the dowel is stepped 3/8 and 13/32 inch where it fits into a matching counter bored
hole in the block. The 13/32 diameter (.4075/.4080) is a light press fit into the block. The dowel must be pulled back out of
the block; use vise grips or possibly a C clamp over a socket on the back with a short 1/4 inch bolt against the dowel inside
the housing. The 1/2 inch long .373/.375 dia. end is offset from the rest of the dowel and I drilled and tapped a 10-32 threaded
hole through the center of the dowel to be able to remove it easily. I also filed a notch in the end to show the offset direction
to aid in installing them pointing in the same direction. After getting them pointed correctly the runout was zero vertically
and about two thousands TIR horizontally; which is about one thousands from exactly concentric.